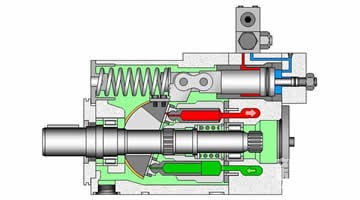
常用的葉片式液壓馬達為雙作用式,現以雙作用式葉片液壓馬達來說明其工作原理。
當壓力油通入壓油腔后,葉片2和6兩側面均受高壓油的作用,由于作用力相等,因此互相抵消不產生轉矩。葉片1、3(或5、7)上,一側受高壓油作用,另一側處于回油腔受低壓油的作用,因此每個葉片的兩側受力不平衡。故葉片3、7產生順時針旋轉的轉矩,而1、5產生逆時針旋轉的轉矩。由于葉片3、7伸出的面積大于葉片1、5伸出的面積,因此作用于葉片3、7上的總液壓力大于作用于葉片1、5上的總液壓力,是葉片3、7產生順時針旋轉的轉矩大于1、5產生逆時針旋轉的轉矩。這兩種轉矩的合成就構成了轉子沿順時針方向旋轉的轉矩。回油腔中油液的壓力低,對葉片的作用力很小,產生的轉矩可忽略不計。因此轉子在合成轉矩的作用下順時針方向旋轉。若改變輸油方向,則液壓馬達反向。葉片式液壓馬達的輸出轉距與液壓馬達的排量和液壓馬達進出油口之間的壓力差有關,其轉速由輸入液壓馬達的流量大小來決定。
由于液壓馬達一般都要求能正反轉,所以葉片式液壓馬達的葉片要徑向放置。為了使葉片根部始終通有壓力油,在回、壓油腔通入葉片根部的通路上應設置單向閥,為了確保葉片式液壓馬達在壓力油通入后能正確啟動,必須使葉片頂部和定子內表面緊密接觸,以保證良好的密封,因此在葉片根部應設置預緊彈簧。
葉片式液壓馬達體積小,轉動慣量小,動作靈敏,可適應的換向頻率較高。但泄漏較大,低速工作時不穩定,因此,葉片馬達一般用于轉速高、轉矩小和動作要求靈敏的場合。葉片馬達的工作壓力一般為0.7~17.5MPa,轉速最低為50~150rpm,最高為100~3000rpm,容積效率為85~95%,總效率為70~85%,使用壽命3000~6000小時。
YM型葉片式馬達,它目前用于齒輪磨床、自動線及隨動系統中,工作壓力6 MPa,轉速可達2000 rpm,輸出扭矩11~72N.m.。
二、葉片式液壓馬達常見故障與排除方法
1.輸出轉速不夠(欠速),輸出轉矩也低
(1)液壓馬達本身的原因
①葉片因污染物或毛刺卡死在轉子槽內不能伸出。可拆開葉片馬達,清除葉片棱邊及葉片轉子槽上的毛刺。如果是污染物卡住,則進行清洗和換油,并適當配研葉片和葉片槽之間的間隙(0.03~0.04mm)。
②轉子與配油盤滑動配合間隙過大,或配合面拉毛或拉有溝槽。磨損拉毛輕微者,可研磨拋光轉子端面和定子端面。磨損拉傷嚴重時,可先平磨轉子端面和配油盤端面,再拋光。注意此時葉片和定子也應磨去相應尺寸,并保證轉子與配油盤之間的滑動配合間隙在0.02~0.03mm的范圍內。
③定子內曲線表面磨損拉傷,造成進油腔與回油腔部分串通。可用天然圓形油石或金相砂紙磨定子內表面曲線。當拉傷的溝槽較深時,根據情況更換定子或翻轉180°使用。
④馬達內單向閥座與鋼球磨損,或者因單向閥流道被污染物嚴重堵塞,使葉片底部無壓力油推壓葉片(特別是速度較低時),使其不能牢靠在定子的內曲面上。此時應修復單向閥,確認葉片底部的壓力油能可靠推壓葉片頂在定子內曲面上。
⑤推壓配油盤的彈簧疲勞或折斷,可更換彈簧。
⑥馬達各連接面處貼合或緊固不良,引起泄漏,此時應仔細檢查各連接面處,擰緊螺釘,消除泄漏。
(2)液壓泵供給液壓馬達的流量不足檢查液壓泵并排除其故障。
(3)供給液壓馬達的壓力油壓力不夠
檢查液壓泵與控制閥(如溢流閥)是否存在問題并排除;檢查液壓系統是否存在密封不良并排除。
(4)其它原因
①油溫過高或油液粘度選用不當,應盡量降低油溫,減少泄漏,減少油液粘度過高或過低對系統的不良影響,減少內外泄漏。
②濾油器堵塞造成輸入液壓馬達的流量不足。
2.負載增大時,轉速下降很多
(1)同上述原因。
(2)液壓馬達出口背壓過大,可檢查背壓壓力。
(3)進油壓力低,可檢查進口壓力,采取對策。
3.噪聲大、振動嚴重(馬達軸)
(1)聯軸器及皮帶輪同軸度超差過大,或者外來振動。可校正聯軸器,修正皮帶輪內孔與外三角皮帶槽的同軸度,保證不超過0.1mm,并設法消除外來振動,如液壓馬達安裝支座應牢固。
(2)液壓馬達內部零件磨損及損壞。例如:滾動軸承保持架斷裂,軸承磨損嚴重,定子內曲面而拉毛等,可拆檢液壓馬達內部零件,修復或更換易損零件。
(3)葉片底部的扭力彈簧過軟或斷裂。此時可更換合格的扭力彈簧,但扭力彈簧彈力不應太強,否則會加劇定子與葉片接觸處的磨損。
(4)定子內表面拉毛或刮傷。此時應修復或更換定子。
(5)葉片兩側面及頂部磨損及拉毛。此時應對葉片進行修復或更換。
(6)油液粘度過高,液壓泵吸油阻力增大,油液不干凈,污染物進入液壓馬達內,可根據實際情況處理。
(7)空氣進入液壓馬達,可根據實際情況采取防止空氣進入的措施。
(8)液壓馬達安裝螺釘或支座松動引起噪聲和振動,可擰緊螺釘,支座采取防振措施。
(9)液壓泵工作壓力調整過高,使液壓馬達超載運轉,此時可適當減少液壓泵工作壓力和調低溢流閥的壓力。
4.內外泄漏大
(1)輸出軸軸端油封失效。例如:油封唇部拉傷卡緊彈簧脫落;與輸出軸相配面磨損嚴重等。
(2)前蓋等處O形密封圈損壞,造成外泄漏嚴重,或者壓緊螺釘未擰緊。此時可更換O形密封圈擰緊螺釘。
(3)油管接頭未擰緊,因松動產生外漏。此時可擰緊接頭及改進接頭處的密封狀況。
(4)配油盤平面度超差或者使用過程中的磨損拉傷,造成內泄漏大。
(5)軸向裝配間隙過大,內泄漏,修復后其軸向間隙應保證在0.04~0.05mm之內。
(6)油液溫升過高,油液粘度過低,鑄件有裂紋,此時須酌情處理。
5.低速時,轉速顫動,產生爬行
(1)液壓馬達內進了空氣,必須予以排除。
(2)液壓馬達回油背壓太低,一般液壓馬達回油背壓不得小于0.15MPa。
(3)內泄漏量較大,減少內泄漏可提高低速穩定性能。
(4)裝入適當容量的蓄能器,利用蓄能器的吸振吸收脈動壓力的作用,可明顯降低液壓馬達的轉數脈動變化量。
6.葉片馬達不旋轉,不啟動
⑴溢流閥的調節不良或出現故障,系統壓力達不到液壓馬達的啟動轉矩,不能啟動,可排除溢流閥故障,調高溢流閥的壓力。
⑵液壓泵的故障。如液壓泵無流量輸出或輸出流量極少,可參閱液壓泵部分的有關內容予以排除。
⑶換向閥動作不良。檢查換向閥閥芯是否卡死,有無流量進入液壓馬達,也可拆開液壓馬達出口,檢查有無流量輸出,液壓馬達后接的流量調節閥(出口節流)及截止閥是否打開等。
⑷葉片液壓馬達的容量選擇過小,帶不動大載荷,所以在設計時應充分全面考慮好負載大小,正確選用能滿足負載要求的液壓馬達,即更換為大檔次的液壓馬達。
7.速度不能控制和調節
⑴當采用節流調速(進口、出口或旁路節流)回路對液壓馬達調速時,可檢查流量調節閥是否調節失靈,而造成液壓葉片馬達不能調速。
⑵當采用容積調速的液壓馬達,應檢查變量泵及變量液壓馬達的變量機構是否失靈,是否內泄漏量大,查明原因,予以排除。
⑶采用聯合調速回路的液壓馬達,可參閱上述⑴⑵進行分析處理。
三、葉片式液壓馬達的修理
葉片式液壓馬達的維修,基本上同葉片泵,可參閱葉片泵的有關維修內容。
1.葉片的維修:葉片在轉子槽內往復運動并隨轉子一起高速回轉,葉片根部通壓力油,圓弧形頂部始終頂在定子內曲線表面上,因此各面尤其是頂部易磨損。磨損輕微時,頂部修圓拋光可繼續再用。磨損嚴重時,應重新修磨成圓弧形(用成型砂輪),葉片兩端面磨損時,為使一臺液壓馬達中所有葉片等高,應上專用夾具一次裝夾修磨,且應和轉子的厚度尺寸相配;若葉片兩側面磨損時,輕者拋光繼續再用,嚴重者予以更換符合技術要求的葉片。
2.轉子的維修:轉子兩端面產生磨損拉傷,輕者經研磨拋光后可繼續再用;磨損拉毛嚴重者,應先用平面磨床修磨后再研磨拋光。若葉片槽磨損,輕者用砂布金相砂紙拋光,磨損嚴重者上工具磨床(或專門的轉子槽磨床)用薄片砂輪修整,此時因轉子槽加寬,需重配葉片。
轉子的主要技術要求見圖4—7所示。其中:葉片槽側面平行度必須在H7公差范圍內; 熱處理:S—C59,花鍵部分允許去碳;1與2的徑向跳動允許差為0.02mm;材料:20MnVB;子槽與葉片配合間隙為0.04~0.05mm。圖4—7 轉子
3.定子的維修:定子的主要技術要求如圖4—8所示。定子的故障主要是葉片相貼的定子內曲面的磨損與拉毛。輕者可用圓形細油石或砂布砂磨繼續再用;磨損嚴重時,一般用戶因無專用曲線磨床與凸輪磨床,難以修復,可購買更換,或者去生產廠加工。定子的主要技術要求如圖4—8所示。其中:1與2的直徑相差值為±0.05mm;內表面曲線須平滑,不得有折角棱面;內圓曲面拋光后,允許有交叉花紋;外形周邊倒角0.35mm;材料:18CrMnTi。圖4—8 定子
4.配流盤的修理:可參閱葉片液壓泵配流盤的維修方法進行修理。其修復要求是:大平面的平面度允許差0.01mm;大平面與外圓垂直度為0.01mm;大平面粗糙度滿足有關技術要求。